5S- Workplace management methodology
5S principles is an important improvement method that we use in Lean Six Sigma projects. This article will cover all the tips and tricks which will help you successfully implement the 5S- Workplace management methodology.
5S Lean Six Sigma Workplace Management methodology enables an increase in productivity, reduces waste (8 Wastes – Lean) in the process, organises workflow, increases the morale of employees, brings a culture of improvement, and ultimately increases customer satisfaction. A 5S audit is conducted by cross-functional teams based on a checklist with scores given to each of the sections based on the practice followed. The 5S Score of your work area is critical to employees and is the basis of customers’ first impressions.
What is 5S?
- Sort (Seiri): To remove all the unneeded items e.g., unused parts, files, stationeries, tools, finished goods (move to next station), and obsolete items. Sort items based on the frequency of use.
- Set in Order (Seiton): To arrange and label all day-to-day items. Clearly specify a place for each useful item and mark the name and details.
- Shine (Seiso): This stage is a part of autonomous maintenance where employees take responsibility for their workstations and follow routine clean-up and maintenance activities.
- Standardise (Seiketsu): This stage involves documentation and standardization of all the previous 3Ss (Seiri, Seiton, Seiso). The layout of your workplace, SOPs, Work instructions, Dos & Don’t are displayed at the proper station.
- Sustain (Shitsuke): To make 5S a way of working. Make sure everyone knows their responsibilities and tasks. Sustain meaning in 5S means, to make sure the 5S audit is being done as per schedule. Display all operational data on a display board along with 5S scores of previous months to monitor progress.
Benefits of 5S
- Enhance safety:5S principles enable organizing things in place, and there will be clear gangways and less obstruction in the work area, Making the workplace visual and less prone to accidents.
- Higher equipment availability: with “a place for everything and everything in its place” we can easily find the equipment needed for day-to-day work.
- Lower rework/Rejections: When the workplace becomes visual, and Work Instructions (WIs) and SOPs are displayed at the workstations. A standard method of performing tasks reduces rejections and rework.
- Reduced variable costs: A Systematic and well-defined quantity of using consumables, electricity, and Raw materials brings down the cost of operations.
- Increased production flow and flexibility: With operations being efficient, there would be no flow issues, and the ease of doing work increases.
- Higher employee morale: 5S brings work satisfaction and increases the morale of employees. The work becomes organized which brings agility, employee feels less stressed during work.
- Enhanced enterprise image to customers, suppliers, employees, and management: A workplace where 5S is implemented, brings a good reputation among customers, suppliers, and employees management. When visitors come to your workplace, they can’t miss noticing the workplace management and its beauty, which indeed leaves a good impression among stakeholders.
Tips for implementing 5S
- It is recommended that for moving to the next “S” one must comply with the previous S. For example, for starting 2nd -S “set in order” – the 1st -S i.e., “Sorting” must be completed. This is one of the most common mistakes people make during 5S implementation.
- Make a red tag area marked red and a tag attached to the item which contains the history and liquidation plan for all “not in use” items.
- Make a culture of- “A Place for everything & everything in its place”. Use the nameplate and quantity of the item required along with the expiry date (if applicable). Organise Racks, almirah, and cupboards in a similar way.
- Dedicate 10-15 minutes every day to clean up and arrange on daily basis. This is not to be confused with the sweeping and wiping the floor, there is more to 3S – to make sure 1S and 2S are being followed all the time.
- Make documents in the agreement of all the stakeholders, you can also perform brainstorming (https://www.youtube.com/watch?v=3j8pnUWsRNI) to finalise the documents. There may be conflicts (https://www.youtube.com/watch?v=hyd4LyRbZjM) between CFTs, but you can always follow structured techniques e.g. Six hats (https://www.youtube.com/watch?v=qaMeVK-KKd4)
- Make a responsibility matrix mentioning the name and picture of the “5S leader of the month” and responsibility can be changed on a rotational basis. His responsibility is to ensure the 5S is being followed at the workplace.
- The Sixth “S”: Apart from conventional 5S, there is a sixth “S” also, the sixth element being safety. It includes norms like – Safety regulations being followed and the use of proper PPE (personal protective equipment). Make sure the Exit plan to the emergency assembly point is visible at the workplace along with the layout of the workplace. Basic safety training is provided to employees regularly. No blockage to the fire extinguisher and is easily accessible. Following COVID-19 regulations Etc.
Skill-building Exercises
5S Workplace Management in Lean Six Sigma- 5S Examples
Implementing 5S in the workplace management is a key component of Lean Six Sigma. One notable example is seen in manufacturing facilities, where the principles of 5S are employed to optimize workflows and minimize waste. By systematically sorting, setting in order, shining, standardizing, and sustaining, companies can create a well-organized and visually appealing workspace, enhancing productivity and safety.
This disciplined approach not only streamlines operations but also fosters a culture of continuous improvement, as employees actively participate in maintaining a clean and organized environment. By embracing 5S in workplace management within the Lean Six Sigma framework, organizations can achieve higher levels of efficiency, quality, and employee engagement, leading to improved overall performance. One of the 5S standardize examples is the standardized layout and labeling of surgical instrument trays in operating rooms. This promotes efficiency, reduces errors, and enhances patient safety.
Below is a few 5S workplace management in Lean Six Sigma examples:
Example Exercise 1: To make sure the obsolete items are not being used again in the process, what measures should we take?
Example Exercise 2: What are the stages of 5S in the workplace write in proper order
Example Exercise 3: Give an example of the 5S Audit checklist. Who should do a 5S audit?
Answers to Skill builder Exercises
Answer to Example Exercise 1: Red tag area can be created to keep obsolete items until they are disposed of. Generally, the red tag area consists of a boundary that is marked red in color and stickers containing all the information about the work history and product description value of the asset or item, and the date information.
Answer to Example Exercise 2: The stages of 5S consist of five Japanese words: Seiri, Seiton, Seiso, Seiketsu, and Shitsuke which respectively mean Shorting, Set in Order, Shine, Standardise, and Sustain.
Answer to Example Exercise 3: Generally, a 5S audit is being conducted by cross-functional teams based on a checklist with scores given to each of the sections based on the practice followed. The 5S Score of your work area is critical to employees and is the basis of customers’ first impressions.
An audit checklist can be made as per industry and organisational requirements. Here is an example of a manufacturing department checklist.
Here are 5S in the workplace examples of a manufacturing department checklist.
| Score Criteria | Score |
| Activity not started | 0% |
| Activity Started Partially, Some improvement in results | 25% |
| Activity Mostly Implemented, Results below target | 50% |
| Activity Fully implemented, Target Achieved | 75% |
| Activity Fully implemented, Target achieved and sustained | 100% |
Checklist for 1S – SEIRI (SORT)
| S.No | Check Points | Max. Marks | Marks Obtained |
| 1 | Needed and unneeded items are separated, and unneeded items are tagged. | 30 | |
| 2 | A red tag area is created, and all unneeded items are kept in that area. | 20 | |
| 3 | Unneeded items were removed from the department. | 20 | |
| 4 | List of needed items developed and maintained. | 10 | |
| 5 | Red bins use for the line rejection. | 15 | |
| 6 | Does the inventory include any parts that are not required? | 20 | |
| 7 | No material storage areas overflowing. | 20 | |
| 8 | Unsafe conditions are not permitted, like open wires, no rubber mates in front of panels, Broken tools, No machine safety guards, improper light, etc. | 30 | |
| 9 | Floor & Gangways are Free of obstructions. | 20 | |
| 10 | Unneeded items are not allowed in the area. | 20 | |
| 205 | 0 |
Checklist for 2S – SEITON (SET IN ORDER)
| S.No | Check Points | Max. Marks | Marks Obtained |
| 1 | The layout of machines/equipment is properly defined | 30 | |
| 2 | All machines, working tables, fixtures, tools, and instruments are placed in a defined location. | 30 | |
| 3 | Input, In-process, and output material defined and put on plastic pallets. | 20 | |
| 4 | Rework area should be defined and red marked | 10 | |
| 5 | Rework cleared on daily basis. | 30 | |
| 6 | Use index for files, records, work instructions, SOPs, and Drawings, which should be in their respective places. | 10 | |
| 7 | The first aid box should be kept in the proper place with the required medicines. | 10 | |
| 8 | Are Gangways and work areas clearly defined? | 20 | |
| 9 | Material Status specified as – HOLD, OK, REJECT, REWORK, NOT IN USE or IN PROCESS | 40 | |
| 200 |
Checklist for 3S – SEISO (SHINE)
| S.No | Check Points | Max. Marks | Marks Obtained | |
| 1 | Standard Layout, WI, SOPs, Drawings, and OPLs are displayed in the working station and maintained. | 20 | ||
| 2 | All machines, working tables, fixtures, tools, and instruments are cleaned to the best possible extent and on regular basis. | 50 | ||
| 3 | Cleanliness of Walls, Fans, Lights, washing area, Material handling equipment, and Electrical panels | 40 | ||
| 4 | The root cause of dirt, grease, and spillage has been eliminated. | 20 | ||
| 5 | Material and waste bins with proper identification and cleaned regular basis. | 20 | ||
| 6 | Daily Inspection of the area occurs | 20 | ||
| 7 | Material flow as per schedule / Plan | 30 | ||
| SEIKETSU (SELF DISCIPLINE) | ||||
| S.No | Check Point | Max. Marks | Marks Obtained | |
| 1 | Methods of work procedure defined (Control Plan, Process flow charts, PFMEA, WI, SOPs, OPLs, Fire Hazards) | 50 | ||
| 2 | Next three days production plan finalized before 12.30 PM. | 40 | ||
| 3 | Kit for the next day should be complete by 11.00 AM | 30 | ||
| 4 | Productivity monitoring hourly and operator wise. | 30 | ||
| 5 | OEE and OLE measurements and actions for further improvement. | 20 | ||
| 6 | Daily Red bin meeting and internal/external complaints recorded and root cause analysis for actions. | 20 | ||
| 7 | Calibration of all dial gauges, flow meters, and measuring equipment. | 20 | ||
| 8 | Machine/equipment shipment noise, vibration, heat, and current level defined | 20 | ||
| 9 | Everyone should be well dressed and wear shoes | 10 | ||
| 10 | Attendance record maintained. | 10 | ||
| 11 | Sops defined for Condition of washrooms, canteen, kitchen, locker rooms. | 20 | ||
| 270 | ||||
| SEIKETSU (SELF DISCIPLINE) | ||||
| S.No | Check Points | Max. Marks | Marks Obtained | |
| 1 | Daily Performance MIS | 30 | ||
| 2 | A regular 5S assessment was conducted and posted the results. | 30 | ||
| 3 | Customer Complaints (Internal / External) displayed and shared with staff & operators. | 20 | ||
| 4 | Regular review and update the documents (Control Plan, Process flow charts, PFMEA, WI, SOPs, OPLs, Fire Hazards) | 40 | ||
| 5 | Shift Start and closing meetings. | 20 | ||
| 6 | Regular review of skill Matrix and on job training schedule made for further improvement. | 30 | ||
| 8 | Fire Extinguishers are available and should be in working condition. | 20 | ||
| 190 | ||||
Conclusion
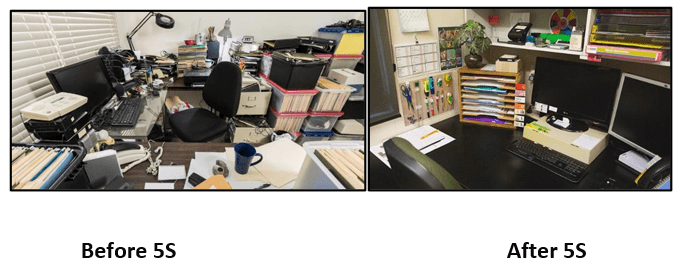
Observe the above picture – before and after 5S implementation and see how organized and Agile the office table has become after 5S implementation. this will improve the productivity of the staff as well as his/her work satisfaction. Stage-wise Sorting, setting in order, Sweep, Standardize, and Sustain can do Wonders to the Workplace. Successful Lean Six Sigma implementation.
Also Read: Lean Six Sigma Green Belt Certification: Determining Process Sigma